


概要
「JCe」溶接継手工法とは、㈱神戸製鋼所が開発した「KEN-SH法」を基礎とし、2010年1月に(公社)日本鉄筋継手協会により工法認定された鉄筋のアーク溶接施工法です。
「KEN-SH法」は、1988年に(財)日本建築センターの評定を得た後、多くの工事に採用されて参りましたが、この程、(公社)日本鉄筋継手協会認定溶接工法「JCe」として認定されたことで、先組工法は勿論、特に、太径鉄筋、高張力鉄筋の継手施工法として極めて高いパフォーマンスを約束する溶接施工法が誕生しました。
(公社)日本鉄筋継手協会認定
エンクローズ溶接継手工法(突合せアーク溶接継手)とは?
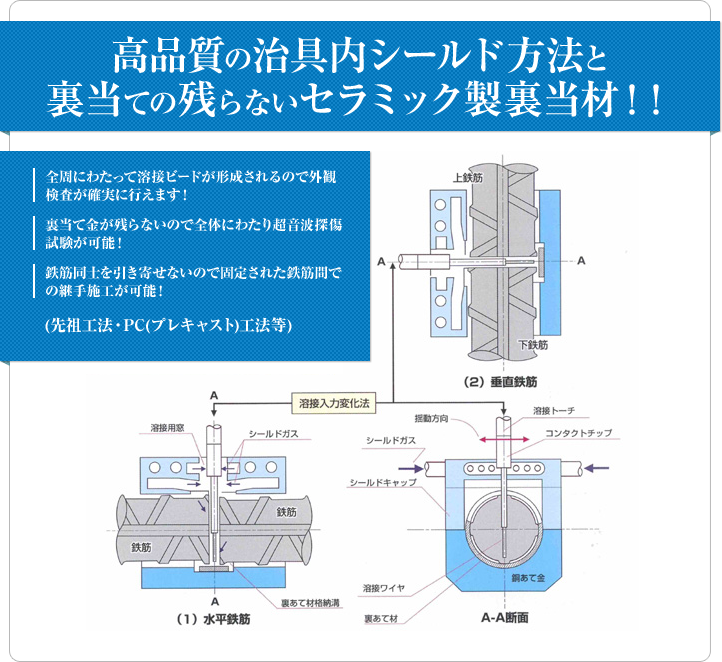
突合せアーク溶接は、溶接部に銅製、セラミック製、または、鋼製の裏当て材を取付けて、連続的に開先内を溶融金属で充填する突合せアーク溶接継手です。銅製、又は、セラミック製の裏当て材を使用する継手には、溶接完了後に裏当て材が除去でき、継手部の全周を目視検査することが可能な為、検査が容易です。
溶接方法としては、最近では半自動溶接が多く使用されており、その中でも、治具内シールド(エンクローズ溶接継手)とトーチシールド(溶接継手)の2種類に分類されます。
弊社のJCe-SN工法は、治具内シールド方式で、裏当て材にセラミックを使用しています。
JCe-SN工法の主な特徴
- 異形鉄筋はD19~D51の細径から太径まで、鉄筋の種類・節形状・径差によらず接合できます。 (D13から実績あり)
- 継手外径は鉄筋の最大径とほぼ同一であり、鉄筋呼び名に応じた緻密配筋が可能。
また、後工程でのフープ筋の配筋施工が容易です。(被りの問題も解決) - 鉄筋同士を引き寄せない為、固定された鉄筋間での継手施工が可能。
したがって、先組工法・プレキャスト工法等、躯体工法との組合せが容易です。 - 炭酸ガスアーク溶接ベースのI形狭開先溶接なので、鉄筋端部の開先加工が不要で、溶接能率に優れています。
- 溶接入力制御によって、溶け込みの確保と溶接ビード形成が確実に行えるので、継手品質が安定しています。
- 治具内シールドな為、風速4~5m/secまでの耐風性を有している。(これ以上の場合は風防を併用)
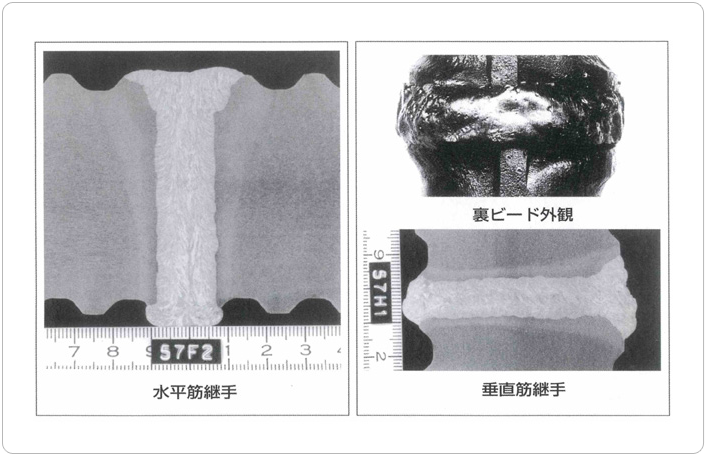
- 裏当て材がセラミックな為、溶接完了後に取り外しができ、溶接ビード全周の外観検査、及び、非破壊検査が可能で、接合部の径の増大も少なくて済みます。
- 特に太径の継手施工では、継手スピードが早い為、工程の短縮に繋がります。
- A級継手の品質を有していますので、イモ継手を可能とし、先組工法等に適しています。
- 治具のみでの継手施工が可能な為、突き出し長さが短い場合での継手も可能。
- アンカーボルト等、鉄筋以外の継手も可能。
こんな所に有効
橋脚耐震補強 巻き立鉄筋継手溶接


梁筋継手溶接



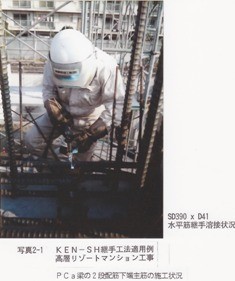
Pca躯体工法における梁筋継手溶接



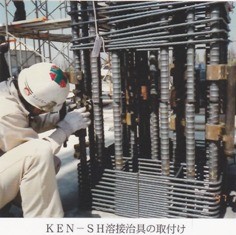
先組工法 柱筋継手溶接



先組工法よる柱吊り込み状況



梁筋継手溶接



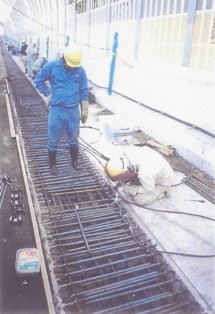
高架道床版(鋼上部工)拡幅工事主筋継手溶接

マンション建築柱・梁筋継手溶接

アンカーボルト継手溶接



